
O QUE É MDO?

GUSTAVO PRADO DOS PASSOS
Desenvolvimento de mercado de embalagens flexíveis

CARLOS AUGUSTO MAIA FARIA
Engenheiro de Aplicação Filmes Flexíveis
Machine Direction-Oriented (MDO) é uma tecnologia utilizada para estirar um filme de forma uniaxial na direção da máquina (DM) suportado por um conjunto de rolos em condições específicas de aquecimento, razão e velocidade de estiro e resfriamento.
Abaixo, um exemplo ilustrativo da mudança física do filme após estiro e redução drástica da espessura.
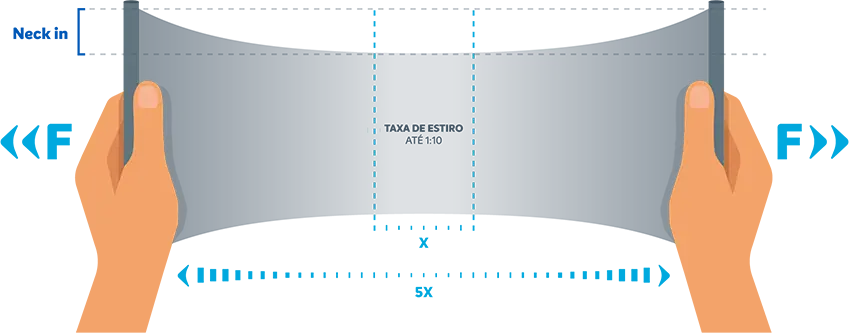
O objetivo após estiro é prover características ao filme como o aumento significativo da rigidez, melhoria das propriedades óticas (opacidade, brilho e claridade) e maior barreira ao oxigênio, umidade e gordura.
TECNOLOGIA MDO
A tecnologia existe há décadas, no entanto, somente nos últimos anos houve uma expansão da capacidade produtiva. A maior demanda está suportada por alterações que tornaram o processo mais eficiente e o filme com maior qualidade e também pela necessidade de estruturas mais sustentáveis e recicláveis, sendo uma demanda forte do mercado consumidor.
Para produzir o filme MDO temos o processo "off-line", onde o filme é estirado numa etapa após a extrusão e embobinamento do filme ou "in-line" onde se extrusa o filme e antes do embobinamento ocorre o estiramento, sendo que o mercado tem optado pelo processo "in-line" nos últimos anos.

Os filmes obtidos podem ser colapsados (blocados) ou não colapsados. No colapsado ao final do processo temos 2 filmes estirados e de separação extremamente difícil, e atuando como se fosse um filme único. No caso do filme MDO não colapsado há a separação dos filmes antes do embobinamento.
O PROCESSO
O processo de orientação de um filme MDO é dividido em quatro etapas, sendo (1) Aquecimento, (2) Estiramento, (3) Recozimento e (4) Resfriamento. Dependendo do fabricante e características do filme, o equipamento geralmente tem de 8 a 12 rolos para as 4 etapas do processo.

Aquecimento
Na 1ª etapa do processo temos uma elevação da temperatura, necessitando ser uniforme ao longo do filme até a etapa de estiro. Durante o aquecimento é necessário cuidar para que não ocorram vincos, rugas ou alterações na superfície do filme para evitar perda de propriedades óticas ou pontos de fragilidade no filme.
Ao aquecer pode ocorrer leve aumento na largura do filme, necessitando "planificar" o filme para evitar as rugas e dobras. Ao tentar eliminar as rugas, podem ocorrer marcas no filme e variação na temperatura com possibilidade de estiro irregular ou até mesmo possível ruptura durante estiro. Diminuir a temperatura e/ou aumentar os rolos de aquecimento melhoram o controle do processo e uniformidade da temperatura, eliminando assim as rugas e dobras no filme.
Estiramento
O estiramento do filme se dá pela diferença de velocidade entre dois rolos girando na mesma direção. A força de "tração/estiro" é a resultante em função da característica da formulação, diferencial de velocidade entre rolos e redução da espessura.
Esse estiramento deve ser feito em determinadas temperaturas que dependem da formulação utilizada, e devem ser controladas e uniformes e com velocidades de estiro ajustadas para que se obtenha o máximo de ganho das propriedades no filme. Se não houver um bom ajuste e controle, as propriedades do filme não serão otimizadas impedindo filmes de alta qualidade.
Algumas propriedades melhoram à medida que se aumenta a taxa de estiro, devendo buscar o limite de estiro que o filme suporta para extrair o máximo das propriedades. O aumento da temperatura favorece o estiro, ressaltando que conforme informado, se aumentar muito pode causar vincos e rugas.
O diâmetro e a distância dos rolos de estiramento também têm importância sobre o "neck in" (quanto a largura do filme diminui) e a distribuição da espessura para evitar bordas mais espessas e maior perda da largura após corte do filme.
Desta forma, durante a etapa de estiramento do filme, o controle sobre a temperatura, velocidade e razão de estiro, velocidade da linha e diâmetro e distância dos rolos são fundamentais e devem ser equilibrados e otimizados para não afetar as propriedades desejadas.
Alguns equipamentos possuem um segundo estágio de estiro, podendo ser na sequência do primeiro estiramento ou após recozimento. Estirar o filme sequencialmente pode permitir em algumas situações maior orientação do filme (razão de estiro), resultando em melhorias adicionais nas propriedades dos filmes.
Recozimento
O terceiro estágio na obtenção de um filme MDO é o recozimento. Essa etapa é necessária, pois os polímeros quando aquecidos e estirados estão mais suscetíveis à memória quando resfriados rapidamente. Nessas condições ao serem aquecidos posteriormente, podem alterar significativamente suas dimensões e prejudicarem a estabilidade dos filmes e dos processos posteriores.
Sendo assim, após a segunda etapa de estiramento, o filme é novamente aquecido e preferencialmente em temperaturas próximas da primeira etapa de aquecimento para que ocorra um relaxamento das moléculas, obtendo assim maior estabilidade do filme quando exposto em temperaturas mais altas. Quanto maior o tempo de recozimento, melhor a estabilidade do filme. Por isso nessa etapa os rolos tendem a ter diâmetros maiores para melhor eficiência no processo.
Se o recozimento não for suficiente, a redução da largura pós embobinamento pode ser excessiva ou até mesmo encolher o filme durante o processo de selagem, interferindo no aspecto visual (rugas na solda) ou na segurança alimentar (falha na solda). Se houver excesso de recozimento o filme pode perder parte das características obtidas durante o estiro, como rigidez e óticas.
Resfriamento
Na quarta e última etapa temos o resfriamento, tendo como principal objetivo baixar a temperatura e chegar o mais próximo possível da temperatura ambiente antes do embobinamento.
Nessa etapa os rolos de maior diâmetro favorecem a troca térmica devido maior tempo em contato e quanto maior a eficiência, menor o encolhimento e menor a ocorrência de rugas, vincos e problemas na superfície no filme.
CARACTERÍSTICAS
Assim como em outras aplicações de filmes, o filme de MDO permite a utilização de diferentes estruturas e formulações e consequentemente cada uma terá suas propriedades e condições de processo que deverão ser ajustadas à formulação. Os filmes de maior performance são os que possuem maior teor de PEAD na formulação, dada sua alta rigidez e tensão de ruptura, desde que associadas às boas propriedades óticas. No entanto, a janela de processo para as formulações ricas em PEAD são mais restritas, tornando o principal desafio para esses filmes.
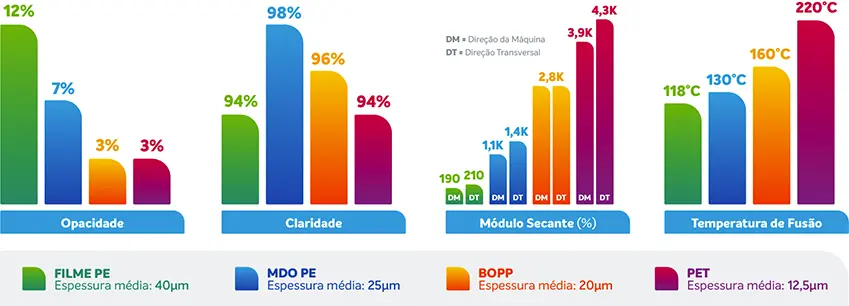
Muitas mudanças ocorrem no filme após as etapas de estiro e recozimento, como por exemplo a rigidez, tensões de ruptura, propriedades óticas e barreira à vapor d'água, oxigênio e gordura.
Abaixo alguns comparativos de propriedades para melhorar entendimento dos ganhos frente aos filmes convencionais de PEBDL e filmes biorientados de PP (BOPP) e PET (BOPET).
APLICAÇÕES
Os ganhos de propriedades obtidos com a tecnologia MDO abrem um amplo leque de aplicações no mercado de embalagens flexíveis, indo além do setor alimentício e alcançando também embalagens de home care, personal care, higiene, refis e aplicações industriais leves.
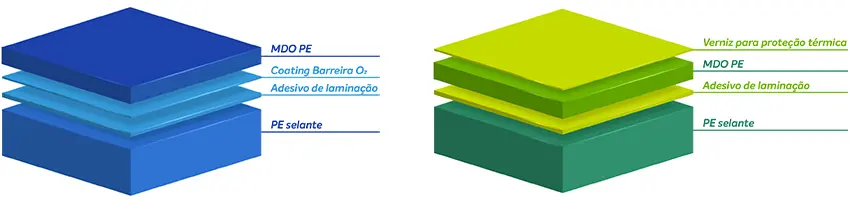
Uma das frentes de maior relevância está diretamente relacionada à economia circular e à sustentabilidade. A crescente demanda por embalagens recicláveis, impulsionada por legislações, compromissos globais de sustentabilidade e exigências do consumidor, tem direcionado o mercado para soluções monomateriais ou com maior compatibilidade de reciclagem. Nesse contexto, o filme MDO, especialmente o MDO PE, permite substituir estruturas multimateriais tradicionais, historicamente difíceis de reciclar, por soluções com maior circularidade, sem comprometer desempenho mecânico, ótico ou de barreira.
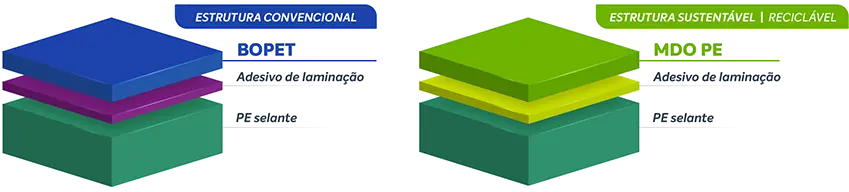
Por muitos anos, embalagens flexíveis foram desenvolvidas a partir da combinação de diferentes substratos, visando atender requisitos específicos de rigidez, barreira e processabilidade. Entretanto, essa combinação de materiais, em grande parte incompatíveis entre si, limita o potencial de reciclagem. A utilização de filmes MDO possibilita a construção de estruturas majoritariamente em polietileno, contribuindo para fluxos de reciclagem mais eficientes e alinhados às diretrizes de design para reciclagem.
Além das estruturas básicas, os filmes MDO PE podem receber revestimentos funcionais (coatings), ampliando ainda mais seu campo de aplicação. Esses revestimentos podem ser utilizados para aumentar a barreira ao oxigênio viabilizando aplicações em alimentos sensíveis e/ou melhorar resistência térmica, ampliando a janela de processamento e aplicações em envase e selagem.
Com essa versatilidade, o MDO se posiciona como uma tecnologia-chave para aplicações como stand-up pouches, flow packs, embalagens de produtos alimentícios secos ou úmidos, refis flexíveis, embalagens para detergentes, cosméticos, cuidados pessoais e produtos de limpeza, atendendo simultaneamente aos requisitos de desempenho, sustentabilidade e estética.
MERCADO
O mercado de filmes MDO, especialmente o MDO PE, vem crescendo no Brasil nos últimos anos, impulsionado pela ampliação da capacidade produtiva e pela demanda por embalagens mais sustentáveis e recicláveis.
Atualmente, estima-se uma capacidade instalada de cerca de 1.100 ton/mês, considerando filmes MDO colapsados e não colapsados, além do avanço das soluções em MDO PP. Em função da entrada mais precoce e da maior escala do MDO PE, os desenvolvimentos e aplicações comerciais estão mais avançados para estruturas baseadas em polietileno.
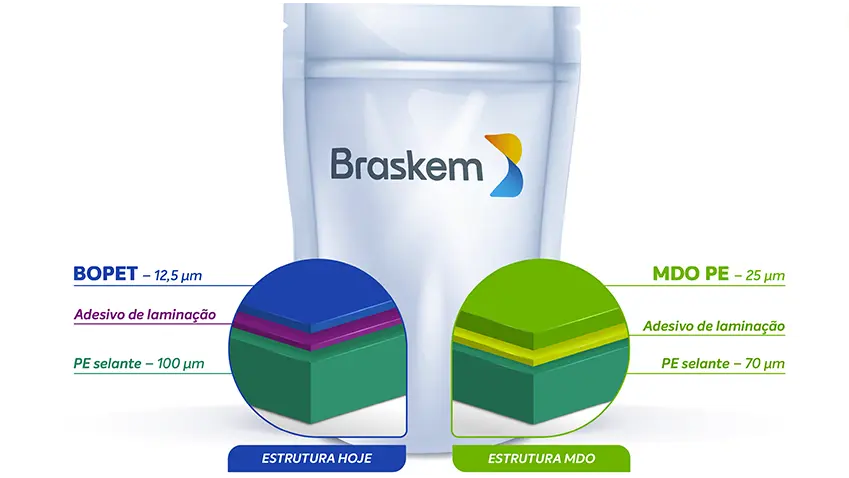
Os esforços do mercado concentram-se principalmente na substituição de estruturas multimateriais, na otimização de espessura e em aplicações de maior valor agregado, como stand-up pouches e flow packs, incluindo estruturas com requisitos de barreira à umidade e ao oxigênio. Nesse cenário, o MDO se consolida como uma tecnologia capaz de equilibrar desempenho, estética e sustentabilidade.
A BRASKEM
A Braskem possui, dentro do seu portfólio, alternativas robustas para produção do filme MDO e está aberta a desenvolver, em conjunto com seus clientes, soluções que atendam os desafios e requisitos exigidos pelo mercado.
Recentemente, em uma parceria do lab de design para embalagens circulares da Braskem, o Cazoolo, foi desenvolvido o filme MDO com PE I'm green bio-based, polietileno de origem renovável derivado do etanol da cana-de-açúcar, agregando desempenho e sustentabilidade. Esta solução, incluindo amostras físicas, foi exposta na Feira K em 2025.
CONCLUSÃO
O filme MDO passou por grandes transformações no mercado brasileiro nos últimos anos, resultando em filmes de alta qualidade e performance. As metas de sustentabilidade, principalmente, têm fomentado e alavancado projetos e mudanças nas estruturas das embalagens, impulsionando o uso de soluções mais recicláveis e alinhadas aos princípios da economia circular.
A implementação de estruturas com filme MDO possui particularidades e deve ser avaliada caso a caso, considerando requisitos técnicos, produtividade e custo. O equilíbrio entre esses três pilares é fundamental para suportar as necessidades de mudança estrutural, seja do ponto de vista da sustentabilidade, da circularidade ou do ganho de performance.
Nesse contexto, o MDO se consolida como uma tecnologia relevante para o futuro das embalagens flexíveis, oferecendo um caminho viável para a evolução das estruturas, sem comprometer desempenho, estética ou eficiência industrial.
Artigos

